Home
About Us
Product
Services
Technical
Gallery
Life at CORE
Contact
Canada
Canada
USA
1 (587)-333-6685
1740, 801 – 6th Ave SW, Calgary, Alberta T2P 3W2
1 (587)-333-6685
2002 Timberloch Place, Suite 200, The Woodlands, TX 77380
Competitive Installed Cost
Industry leading
High Quality Service
Customer Experience Driven
High Performance Product
Dual Containment
Get A Quote
Home
About Us
Product
Services
Technical
Gallery
Life at CORE
Contact
Resource Center
Information
Data Sheet and Operating Capabilities
Reliability Through Innovation
Field Installation Guide
Frequently Asked Questions
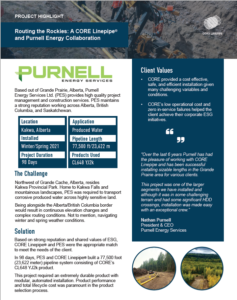
Project Highlights
Forced Labour and Child Labour Report 2025
Give Us a Call
We're here to help with all your pipeline needs!
Contact Us