
CORE Liner® is approved by the Alberta Energy Regulator and the BC Oil and Gas Commission. CORE Liner® pipelines are currently in operation in Alberta and British Columbia. CORE Liner® is also used for flowlines across Saskatchewan.
Please contact a CORE Sales Representative for further details on pipeline licensing.

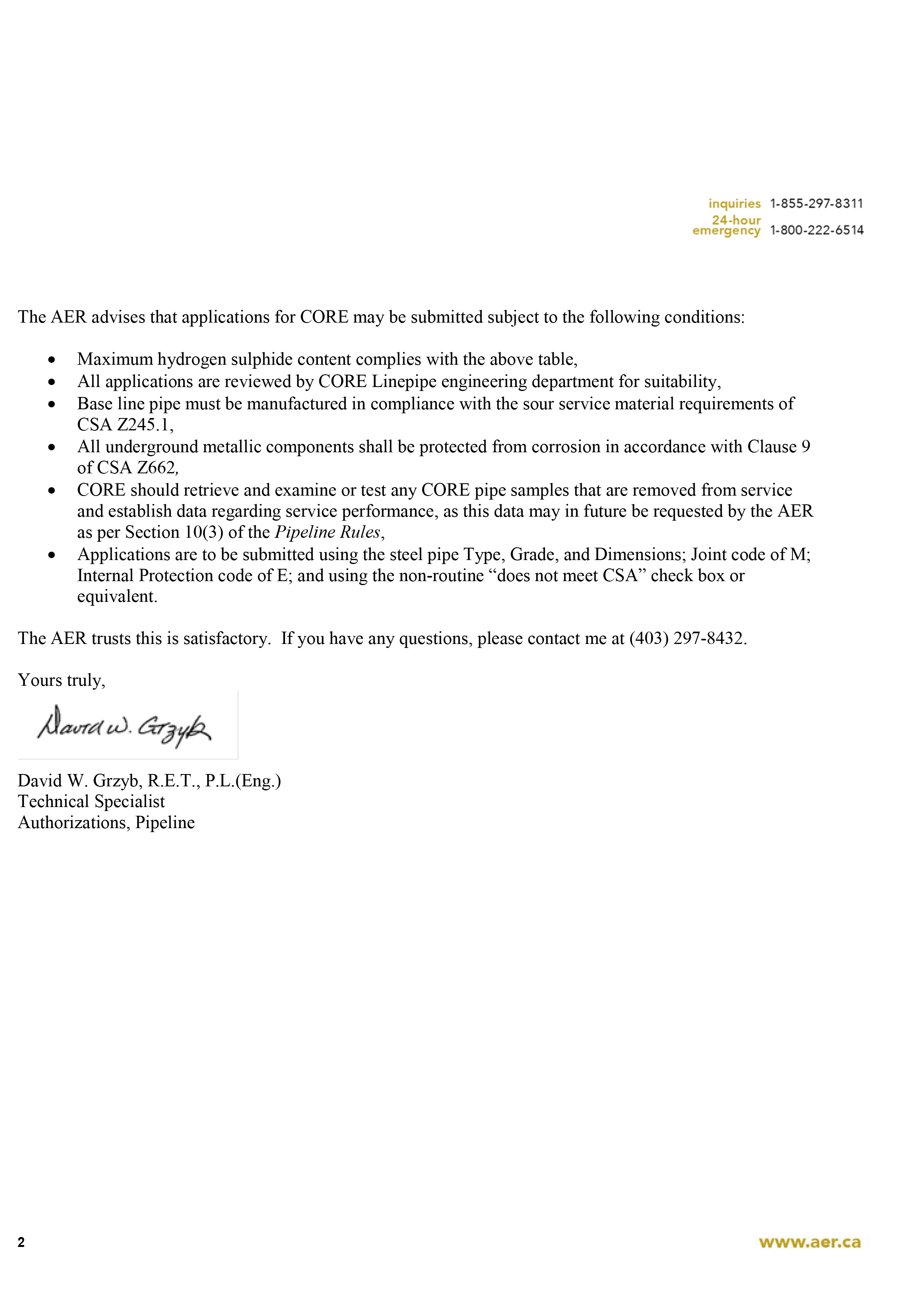
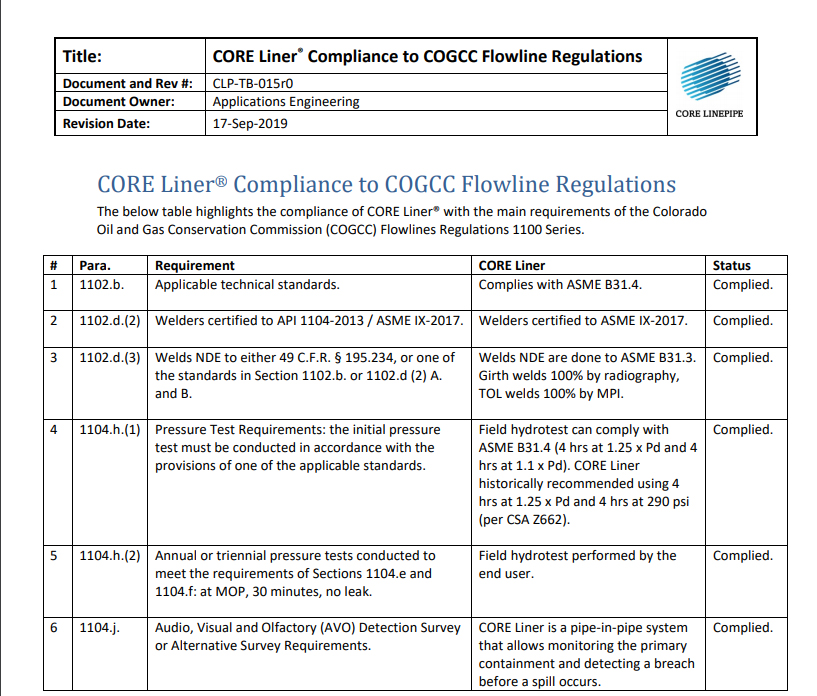
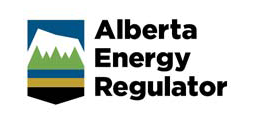
Download the AER Approval for CORE Liner® in Sour Service from the Master Library:
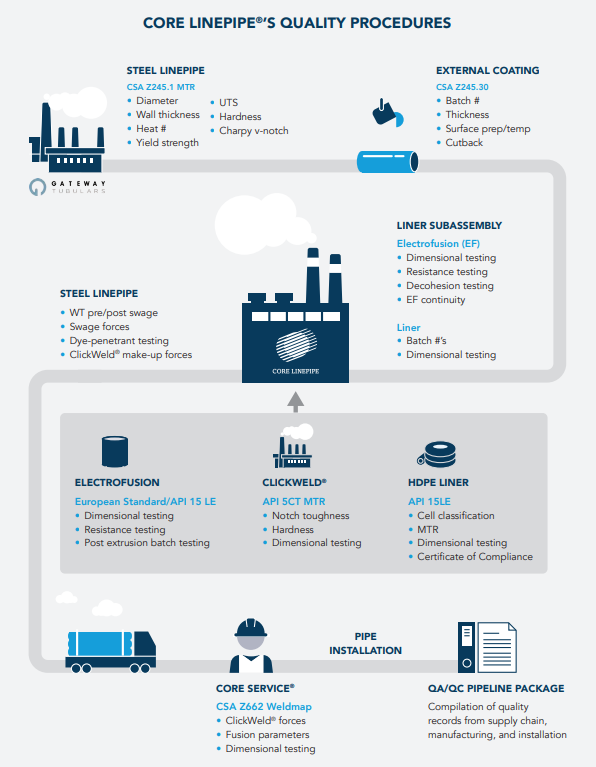
CORE Linepipe® has an industry-leading quality assurance and quality control program. Each part of our system adheres to internationally recognized standards and are manufactured using the principles of 6-sigma quality control. Our robust program allows for complete traceability from factory to field, with a project binder given to our customers after each project. We focus on quality, so you can focus on everything else.
CORE Linepipe® is ISO 9001:2015 certified by NSF-ISR for engineering, design and development, sales, procurement, production, assembly, storage, and preservation of all CORE Linepipe® patented products and services and field services.

The safety of all stakeholders is at the forefront of the CORE Linepipe® business model. Safety and quality have been considered throughout the development of every strategy, process, system and product. The CORE Linepipe® team takes pride in having a safety and quality culture built from:
CORE Linepipe® successfully worked through the Manufacturer’s Health & Safety Association to obtain our COR (Certificate of Recognition) with a 2021 external audit score of 98.5%.
In February of 2022, CORE Linepipe® introduced a training program that offers practical techniques to keep workers alert to risk all day, every day. By implementing SafeStart, CORE Linepipe® can build off existing progress and further develop workplace safety awareness.
In March of 2018, CORE Linepipe® launched a safety campaign to increase engagement and improve safety culture. The “See Something Say Something Do Something” campaign is working to alter behavior and transition CORE Linepipe® to a pro-active, operations-owned safety culture.